Etalonnage nuancier¶
Ce que l'on va faire ici¶
Pour faire de la photogravure laser, avant toute chose, il est nécessaire de définir les valeurs précises de PWM à utiliser pour avoir une échelle de nuances intéressante et suffisante pour obtenir un rendu correct.
Pour comprendre¶
Principe général du contrôle du laser (puissance globale)¶
La puissance intantanée du laser est régulée par PWM (largeur d'impulsion) reçue depuis la carte électronique de contrôle : le firmware (smoothieware ou Grbl) est même capable de gérer la variation de la PWM en fonction de la vitesse instantanée.
On dispose donc d'une capacité à gérer la puissance du laser de 0 à 100%.
La zone utile en photogravure¶
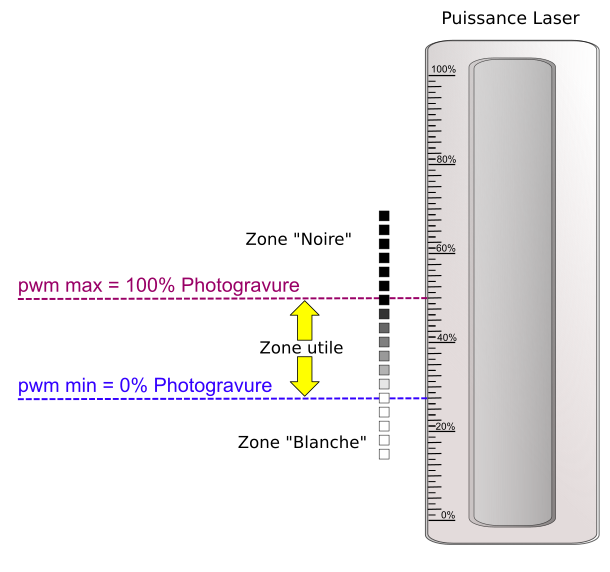
La zone utile en photogravure est beaucoup plus "pincée" que la zone globale 0-100% : on obtient une échelle de niveaux de gris (on devrait dire de "brûlé") qui est variable selon les matériaux et se situe par exemple entre 25% et 45% :
- au-delà c'est noir, et de plus en plus noir = zone "noire" où l'on brûle la matière
- en deçà, c'est blanc, et toujours blanc = zone "blanche" où la matière est insensible au laser.
L'objectif de l'étalonnage du nuancier¶
Avant de vouloir réaliser une photogravure, il va donc falloir calibrer le nuancier de teintes. Pour cela, on va réaliser une série de tests en fixant des limites que l'on va affiner de façon à obtenir la pleine échelle de niveaux de "brûlé".
Une question se pose : en "pinçant" la plage de PWM utilisée, est-ce que cela n'entraîne pas une perte de résolution ? Autrement-dit, a-t-on suffisamment de "niveaux" dans la zone "pincée" pour obtenir les différences de teintes voulues. Avec grbl, on a 255 niveaux de PWM qui réduit à 10 ou 20% de la plage des 100% donnent encore 25 à 50 niveaux de PWM environ. Avec smoothieware, on a 32 bits de résolution... et par conséquent, même en réduisant la zone utilisée à 10 ou 20% de la plage des 100%, on a encore plusieurs centaines voire milliers de niveaux !!
Réalisation du nuancier avec Simple Image To GCode Generator (SIGG)¶
Notre application Simple Image To GCode Generator permet de générer facilement un échéancier de n-cases de 10x10 pixels entre 2 bornes de PWM.
Commencer par définir la plage PWM à utiliser : pour cela, il suffit de remplir les champs suivants :
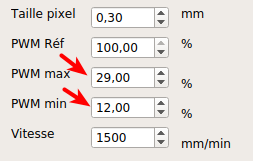
Par défaut, le pixel est fixé à 0.3mm, la vitesse à 1500mm/min : on peut laisser ces valeurs qui donnent un bon résultat.
Ensuite, au besoin modifier les caractéristiques du nuancier : nombre cases de colonnes, de lignes, etc. On peut laisser les valeurs par défaut (20 cases de 10x10 pixels espacées de 3 pixels) :
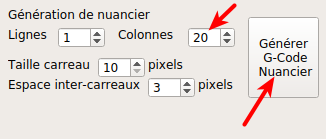
Une fois fait, il suffit de cliquer sur le bouton
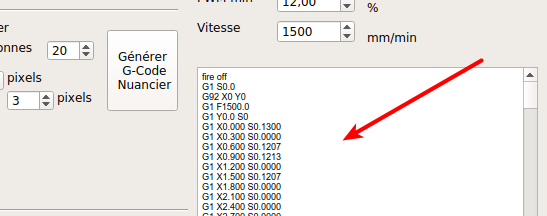
A présent copier coller le G-Code obtenu dans Simple GCode GUI et lancer la gravure laser : on obtient quelque chose comme çà :

Quelques valeurs obtenues¶
- CP okoumé : [12%-29%]100%-1500mm/min
Exemple de photogravure obtenue¶
Une fois calé, on peut obtenir un bon étalement des niveaux de "brûlé" et donc des photogravures de ce type réalisées avec l'Open Maker Machine PLUS et l'option laser (voir séparément comment générer le fichier de photogravure) :


Focalisation du laser¶
On ne doit pas voir les "rainures" lors du balayage et si c'est le cas, défocaliser un peu le laser en baissant le Z de 1 ou 2mm.